




1 目的
加熱的目的是把坯料加熱到均勻的、適合軋制的溫度(奧氏體組織)伯诬。溫度提高以后椭蹄,首先是提高鋼的塑性,降低變形抗力妄田,使鋼容易變形俺亮。如T12鋼室溫下變形抗力約為600Mpa驮捍,加熱到1200℃時變形抗力下降到30Mpa左右,只相當室溫下變形抗力的二十分之一脚曾。加熱溫度合適的鋼东且,軋制時可以用較大的壓下量,減少因磨損和沖擊造成的設(shè)備事故本讥,提高軋機的生產(chǎn)率和作業(yè)率珊泳,而且軋制耗能也較少。其次拷沸,加熱能改善鋼坯的內(nèi)部組織和性能色查。不均勻組織和非金屬夾雜物通過高溫加熱的擴散作用而均勻化。加熱溫度和均勻程度是加熱質(zhì)量的標志撞芍,加熱質(zhì)量好的鋼秧了,容易獲得斷面形狀正確、幾何尺寸精確的成品序无。
2 加熱過程
鋼坯的加熱溫度包括表面溫度验毡、沿斷面上的溫度差及沿坯子長度方向上的溫度差。鋼坯在爐內(nèi)的最終加熱溫度是考慮了軋制工藝愉镰、軋機的結(jié)構(gòu)特點以及爐子的結(jié)構(gòu)特點等實際情況后規(guī)定的米罚。加熱到規(guī)定溫度所需時間,取決于鋼坯的尺寸丈探、鋼種录择、采用的溫度制度及一些其他條件。
鋼坯在爐內(nèi)以對流方式和輻射方式得到熱量碗降,前者是爐氣沖刷鋼坯表面隘竭;后者是爐氣和熾熱的爐襯輻射熱。我們加熱爐沿長度方向上分三段控制:即預(yù)加熱段讼渊、加熱段和均熱段动看。鋼坯進入加熱爐預(yù)熱段,熱流逐漸增大爪幻,鋼坯到二加熱段菱皆,熱流基本保持不變,鋼坯到均熱段挨稿,熱流逐漸減小仇轻。鋼坯在均熱段內(nèi),鋼坯表面溫度基本保持不變奶甘,而斷面溫差逐步縮小篷店,鋼坯表面得到的熱量以熱傳導的方式向內(nèi)部擴散。傳給鋼坯表面的熱流越小臭家、受熱面積越大疲陕、鋼坯的斷面尺寸越小方淤、鋼的導熱率越大,斷面溫差就越小蹄殃。一般斷面大的鋼坯要比斷面小的鋼坯加熱時間要長携茂,合金鋼要比碳鋼的加熱時間要長。
3 加熱缺陷
合金鋼開裂:加熱開始階段(700℃以下)窃爷,對高碳工具鋼邑蒋、高錳鋼、軸承鋼按厘、高速鋼等這類導熱率小的鋼医吊,如果升溫速度過快、表面溫度驟然升高而斷面溫差過大逮京,將產(chǎn)生熱應(yīng)力卿堂,導致出現(xiàn)裂紋。
過熱和過燒:加熱溫度過高或高溫下停留時間過長懒棉,會使鋼的晶粒過分長大草描,晶粒間的聯(lián)系削弱,鋼變脆策严,這稱為過熱穗慕。過熱的坯料軋制時會產(chǎn)生裂紋;即使軋制沒有開裂妻导,成品的力學性能也不能滿足要求逛绵。過熱鋼坯進行正火可以挽救。過熱進一步發(fā)展倔韭,晶粒繼續(xù)長大术浪,而且晶界出現(xiàn)氧化或熔化,軋制時往往碎裂或崩裂寿酌,這稱為過燒胰苏。過燒的坯料是不可挽救的廢品。在軋制作業(yè)突然出現(xiàn)故障停軋時醇疼,容易出現(xiàn)過熱或過燒現(xiàn)象硕并;高碳鋼如溫度控制不當,也很容易造成過熱或過燒現(xiàn)象秧荆。
鋼坯的氧化和脫碳:鋼坯在爐內(nèi)加熱的過程中鲤孵,鋼中金屬元素和爐內(nèi)的氧化性氣氛發(fā)生反應(yīng)并生產(chǎn)氧化鐵皮(氧化鐵皮的內(nèi)層是氧化鐵、中間層是四氧化三鐵辰如、最外層是三氧化二鐵)。脫碳是鋼中的碳元素向表面擴散并和爐內(nèi)氣氛反應(yīng)而引起的贵试。軸承鋼琉兜、工具鋼凯正、彈簧鋼和其他一些鋼種,鋼的脫碳是有害的豌蟋,脫碳后的鋼件表面在淬火時達不到所要求的硬度廊散,此外還使抗壓性能、耐磨性能梧疲、彈性降低允睹。
氧化和脫碳過程是同時進行的,它們都和加熱條件(溫度幌氮、爐內(nèi)時間缭受、爐內(nèi)氣氛以及坯料的化學成分)有關(guān)。一般來說该互,溫度小于750℃時氧化和脫碳都不明顯米者。但溫度大于800℃時增加的特別快。
特別注意的是:對于碳鋼加熱溫度一般不能大于1300℃宇智,大于此溫度蔓搞,其一,鋼坯表面的氧化鐵皮會熔化(純氧化鐵皮的熔點為1377~1565℃随橘,含有雜質(zhì)時降到1300~1350℃)喂分,從鋼表面上掉下來,露出新的表面机蔗,燒損迅速增加蒲祈。其二,當加熱溫度大于1300℃時蜒车,鋼坯很有可能會出現(xiàn)過熱或過燒讳嘱。生產(chǎn)其它鋼種時更應(yīng)該注意最高加熱溫度。
鋼坯氧化燒損后酿愧,必然影響成材率沥潭;氧化鐵皮的熱導率非常差,對鋼坯的加熱時間有影響嬉挡;氧化鐵皮脫落并堆積在爐低钝鸽,人工清理非常困難,工作非常辛苦庞钢。
4 熱工制度
熱工制度涉及燃料于空氣進入爐內(nèi)的情況拔恰、燃燒情況、燃燒產(chǎn)物的排除情況以及余熱回收利用等情況基括。熱工制度包括溫度制度颜懊、爐壓制度和爐子燃燒制度。
溫度制度:加熱溫度和注意事項見下表
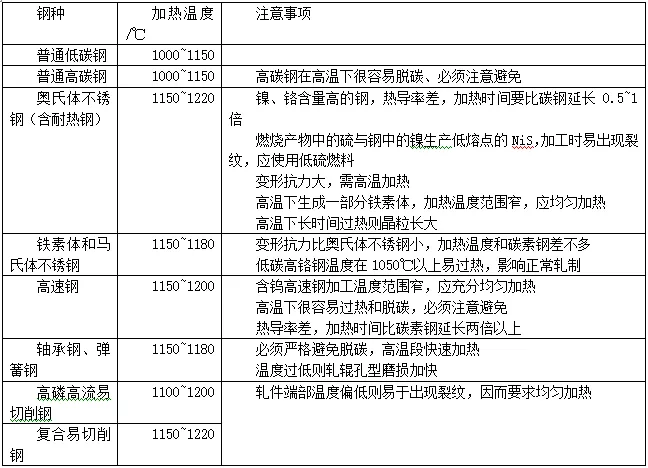
加熱溫度和注意事項
測量爐溫和鋼溫的感受元件是熱電偶,測的是爐膛溫度河爹,一般比鋼坯表面溫度高20℃以上匠璧。
5 爐壓制度
加熱爐內(nèi)爐壓大小及其分布是調(diào)整溫度場、控制火焰及爐內(nèi)氣氛的一個重要手段咸这,它影響加熱速度和加熱質(zhì)量夷恍,也影響燃料利用的好壞。特別是爐子出料段處爐膛壓力尤為重要媳维。
爐壓設(shè)定應(yīng)比大氣壓力高出0~30Pa左右酿雪。爐壓過大則裝料口、出料口侄刽、觀察孔等開口部位都會往外冒火指黎,其結(jié)果是:⑴爐氣損失增大,使熱損失增大唠梨;⑵SO2等有害氣體進入車間使作業(yè)環(huán)境污染袋励;⑶冒火部位的爐墻、附近的鋼結(jié)構(gòu)或機械設(shè)備受損或者變形当叭。反之茬故,爐壓過低,則吸收車間冷空氣將使⑴爐溫降低燃料消耗量增加蚁鳖;⑵低溫空氣對坯料冷卻導致溫度不均磺芭;⑶爐氣的含氧量增加導致燒損增加。
6 燃燒制度
其基本要求是保證燃料在爐膛范圍內(nèi)燃燒完全醉箕,同時空氣系數(shù)α要小钾腺。空氣過剩則煙氣量大讥裤,帶走的熱量增多放棒;空氣量不足,爐內(nèi)形成不完全燃燒己英,同樣使熱損失增加间螟。
7 爐子的操作
承德建龍棒材加熱爐是步進梁蓄熱式加熱爐,它是一座復雜的機械化與自動化的熱工設(shè)備损肛。它由爐子本體(步進系統(tǒng))厢破、坯料的運輸設(shè)施、輸送各項介質(zhì)(高爐煤氣治拿、轉(zhuǎn)爐煤氣摩泪、空氣、氮氣劫谅、壓縮空氣见坑、水嚷掠、液壓油、潤滑劑)的管道系統(tǒng)鳄梅、燃料的燃燒設(shè)施叠国、燃燒產(chǎn)物的排放和余熱回收設(shè)施、熱工制度的控制系統(tǒng)戴尸、各部件的冷卻系統(tǒng)、加熱中生成氧化鐵皮的清除設(shè)施等冤狡。只有生產(chǎn)人員很好的了解和掌握了這套工藝設(shè)備孙蒙,才能正確的維護和操作,加熱爐才能有好的指標悲雳。生產(chǎn)人員的工作涉及:鋼坯的裝爐挎峦、鋼坯在爐內(nèi)運輸、鋼坯出爐合瓢、鋼坯的加熱制度和爐子的熱工制度坦胶;氧化鐵皮的清理;事故停爐晴楔;按計劃停爐檢修和檢修后的開爐等顿苇。
加熱爐的操作主要注意以下幾個方面的內(nèi)容:
在所有的調(diào)節(jié)器都投入運行的前期下熱工制度的控制通常是自動的,調(diào)節(jié)器的設(shè)定來自工藝規(guī)程税弃。在自動調(diào)節(jié)器失靈或檢修后用手動操作纪岁,出現(xiàn)事故或自動元件損壞時可用手動操作。
為了保持爐子能長期有效的使用则果,應(yīng)定期維護并注意其使用狀況幔翰;定期清理氧化鐵皮;經(jīng)常檢查爐內(nèi)水冷構(gòu)件的水量西壮、水溫和水壓情況遗增。
風機出現(xiàn)故障或突然斷電時供風會逐漸中斷,此時要迅速關(guān)掉燒嘴上的空款青、煤氣閥門及煤氣的主閥門做修。
烘爐:加熱爐在生產(chǎn)前、大修或小修后要進行除去砌體中的水分即烘爐可都。烘爐時間應(yīng)考慮多方面的因素缓待。這里提供一些參考數(shù)據(jù):某150t的步進梁加熱爐生產(chǎn)前,用36h自室溫升到150℃渠牲,保溫60h旋炒;以15℃/ h的升溫速度升溫到350℃,保溫60h签杈;再以15℃/ h的升溫速度升溫到600℃瘫镇,保溫48h鼎兽;然后以20℃/ h的升溫速度升溫到8000℃,保溫36h铣除;再以20℃/ h的升溫速度升溫到1200℃谚咬,保溫36h∩姓常總的烘爐時間為14天择卦。大修的烘爐是升溫到200℃并保溫4h;以20℃/ h的升溫速度升溫到700℃再保溫4 h郎嫁;再以50℃/ h的升溫速度升溫到1200℃后保溫4h秉继。總的烘爐時間為2天泽铛,時間富陨屑可以延長到3天。小修后的烘爐是以25℃/ h的升溫速度升溫到600℃再保溫6h盔腔;再以50℃/ h的升溫速度升溫到1200℃后保溫4h杠茬。總的烘爐時間約2天弛随。
點火:新建瓢喉、大小修后或長期停用后的爐前煤氣管道在通煤氣前必須將管道內(nèi)的空氣全部清楚。操作中并注意管道及其附件有無泄漏撵幽。
將管道及其附件內(nèi)的空氣驅(qū)趕到車間外大氣中的操作稱為放散灯荧,即現(xiàn)以氮氣(或蒸氣)驅(qū)趕空氣,再以煤氣驅(qū)趕氮氣(或蒸氣)盐杂。放散是分段進行的逗载,并且是由總管到各主管再到各支管最后到燒嘴前煤氣管。通氮氣到規(guī)定的時間并確認置換良好后停止通入氮氣链烈,再通入煤氣并驅(qū)趕氮氣從放散管排出厉斟,此步驟完成后,從煤氣管路末端的取樣管取樣并作爆發(fā)試驗强衡,合格后即可關(guān)閉放散閥并認為此段以放散完畢擦秽。如不合格則需再驅(qū)趕一段時間并作爆發(fā)試驗直到合格為止。
爆發(fā)試驗在直徑70~100mm漩勤、長300mm左右的圓桶內(nèi)進行感挥。離煤氣現(xiàn)場稍遠的安全地點處點著一小火團置于地上,將充有試樣的圓筒筒口移向火團越败,打開筒蓋點著筒內(nèi)試樣触幼,當著火和緩慢而無聲地一直燒到筒底時,則認為是合格究飞;如點著后燃燒較快置谦,說明還有若干空氣堂鲤;點著后迅速燃燒或產(chǎn)生爆鳴,說明試樣正在爆炸范圍內(nèi)媒峡,后兩種情況都應(yīng)繼續(xù)進行放散瘟栖,并再次作爆發(fā)試驗。
燒嘴前點火時谅阿,先稍稍向燒嘴送風(空氣碟閥打開20%~30%)半哟,然后打開燒嘴前的煤氣閥(打開1/3~1/2),用燃旺的油棉紗引燃奔穿,再逐步調(diào)節(jié)煤氣和空氣量镜沽。煤氣噴出后未點著,應(yīng)立即關(guān)閉燒嘴前的煤氣閥門贱田,等爐內(nèi)可燃混合物排除后再重新點火。
來源:知網(wǎng)公眾號